



Производственная логистика – это процесс организации движения материального и информационного потоков в ходе преобразования исходного сырья в конечный продукт.
Основная задача производственной логистики состоит в создании системы правил и стандартов, обеспечивающих слаженное перемещение сырья, полуфабрикатов и готовой продукции на предприятии. Чем более четким и ритмичным будет процесс этого перемещения, тем проще и дешевле будет его регулировать и направлять.
По большому счету, производственная логистика заключается в построении систем управления, обеспечивающих решение ряда задач:
Далее будут кратко рассмотрены перечисленные задачи производственной логистики.
Построение сбалансированной производственной цепочки Предположим, наше предприятие занимается массовым пошивом одежды. Процесс получения готовой продукции состоит из трех стадий: (1) раскрой, (2) пошив, (3) пришивание ярлыков и упаковка. Раскройщик за один час может раскроить ткань на 40 единиц одежды. Швея за час может сшить 10 единиц. Упаковщик за час может упаковать 50 единиц. Построим профиль работы нашего предприятия (рис. 3.1).
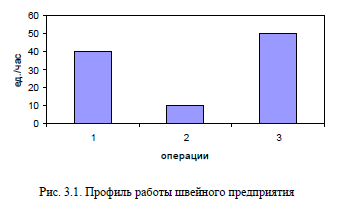
Как видно из рис. 3.1, медленнее всех работает вторая стадия. Именно за счет нее происходит замедление работы всего предприятия в целом. Для сокращения времени простоя первого и третьего работников необходимо «расшить» вторую стадию. Обычно эта «расшивка» производится путем добавления оборудования или работников; также возможно повышение производительности труда за счет совершенствования технологии работы на этой стадии.
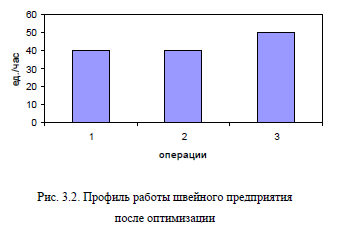
В нашем случае произведем увеличение численности швей на 3 человека. Их суммарная часовая выработка составит 40 единиц. Таким образом, мы сбалансировали работу первых двух стадий.
Упаковщик (третья операция) оказывается не полностью загружен, но мы можем скорректировать это путем добавления ему какой-либо вспомогательной работы – например, маркировки ящиков с одеждой или ведения учета готовой продукции.
Попытки сбалансировать все операции приведут к слишком серьезному увеличению выпуска продукции, следовательно, возрастут требования к складским и производственным площадям, коммерческие расходы и т.п. Профиль работы швейного предприятия после оптимизации представлен на рис. 3.2.
Приведенный выше пример балансировки производственных мощностей выглядит достаточно просто, но на практике этот процесс вызывает реальные сложности. Необходимо учитывать, что на одном оборудовании могут выпускаться товары различных наименований, а структура выпуска готовой продукции постоянно изменяется. В этих случаях для оптимизации работы предприятия возможно использование методов линейного программирования.
Организация пространства цеха и размещение оборудования
Первый способ организации пространства цеха заключается в разделении цеха на участки, на которых располагается однотипное оборудование или выполняются сходные операции. Например, на участке прессования могут находиться прессы разных моделей и различной производительности, но они будут выполнять одну и ту же операцию и обслуживаться рабочими одной специальности – прессовщиками.
Пример такого размещения оборудования представлен на рис. 3.3. Цех при этом может одновременно выпускать продукцию нескольких наименований. Материальный поток движется не однонаправленно: может происходить возврат на уже пройденные участки для дополнительной обработки.

Преимущества размещения однотипного оборудования на отдельном участке:
Второй способ организации пространства цеха – расположение оборудования в цепочку по порядку выполнения операций. Например, если для получения готовой продукции заготовку следует разрезать, затем отшлифовать и покрасить, нам следует расположить последовательно металлорежущий станок, шлифовальный станок и установку для покраски и сушки изделий. Пример технологической цепочки представлен на рис. 3.4. Стрелками показано перемещение полуфабрикатов с одного этапа на другой.

Преимущества размещения оборудования в цепочку по технологическому признаку:
В большинстве случаев при проектировании пространства цеха применяется комбинация двух описанных выше способов.
Определение очередности выполнения заказов
Каждое предприятие представляет собой открытую систему, удовлетворяющую ту или иную потребность общества. Обычно удовлетворение потребности идет не сплошным потоком, а некоторыми партиями. Каждая такая партия представляет собой заказ, который характеризуется рядом параметров: заказчик, требуемое количество изделий, требуемое сырье, оборудование, срок изготовления.
В качестве заказчика может выступать как сторонняя организация, так и другое подразделение нашего предприятия. Например, при последовательной сборке изделий последующие цеха являются заказчиками для предыдущих. Для последнего цеха в цепочке заказчиком может быть или склад готовой продукции, или клиент, которому предназначено собираемое изделие.
Предположим, что наше предприятие занимается изготовлением табличек, указателей и различной металлической фурнитуры. Заказчики – предприятия и организации города. Заказы сравнительно небольшие, за месяц предприятие обслуживает 80–100 клиентов.
Продукция может изготавливаться как из сырья заказчика, так и из сырья, принадлежащего предприятию. Если на предприятии не будет выработан определенный алгоритм определения очередности направления заказов на обработку, возможны следующие проблемы:
Пропускная способность предприятия – тот объем работы, который оно может выполнить за некоторый промежуток времени, работая в штатном режиме. При этом мощности предприятия не простаивают и, в то же время, оно не выходит за рамки плановой загрузки оборудования и плановой продолжительности рабочего времени.
Заказы
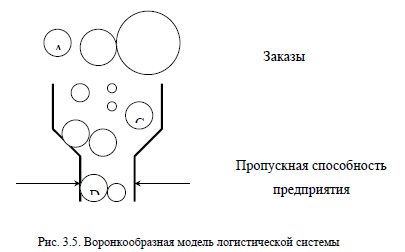
На рисунке 3.5 показана воронкообразная модель логистической системы. Заказ А – небольшой заказ, равный примерно половине нашей пропускной способности. Мы можем выполнить его без особого напряжения. Заказ В – крупный и, вероятно, выгодный заказ, но его размер несколько превосходит нашу пропускную способность. Если мы хотим взяться за него, нам придется или передавать часть работ субподрядчикам, или повышать интенсивность работы нашего предприятия.
Заказ С – небольшой заказ, уже поступивший на наше предприятие и находящийся на рассмотрении. Возможно, идет разработка дизайна таблички. Заказы D и E обрабатываются в настоящий момент. Так как это небольшие заказы, мы можем выполнять их параллельно.
В каждый момент времени на нашем предприятии находится множество заказов – один-два в производстве, несколько – в процессе дизайнерского оформления, ещё несколько – в рассмотрении. Существует два подхода, следуя которым можно определять порядок направления рассмотренных заказов в производство.
Первый подход – в организации существует человек (главный инженер, заведующий производством и т.п.), который определяет очередность выполнения заказов, принимая во внимание все влияющие на этот процесс факторы. Среди этих факторов – наличие сырья, необходимость переналадки оборудования при переходе от одного заказа к другому, дата поступления заказа, срочность заказа, относительная важность клиентов, прибыльность заказа и т.д. Так как происходит постоянное поступление новых заказов, производственные планы постоянно изменяются, «перетасовываются».
Такой подход неудобен в силу того, что производственные подразделения, склад, транспортные подразделения, отдел продаж постоянно находятся в ситуации неопределенности. Они не могут просчитать будущее, как-то подготовиться к нему. Отдел продаж, например, может назвать клиенту только примерное время окончания работ по его заказу. Следовательно, возможны ошибки, неудовлетворенность клиента, срывы сроков поставки.
Второй подход – разработка системы приоритетов в выполнении заказов. В этом случае очередность заказов определяется в соответствии с некоторыми формальными правилами. Так как эти правила известны всем членам организации, они имеют возможность подготовиться к выполнению последующих заказов. Наиболее распространены следующие системы приоритетов:
Предположим, наше предприятие занимается изготовлением корпусной мебели. К нам по очереди приезжают несколько заказчиков и привозят каждый по несколько тонн ламинированной ДСП. Так как цех у нас в данный момент занят работой над предыдущим заказом, эта ДСП помещается на склад. К тому моменту, когда мы будем готовы запускать следующий заказ в производство, на нашем складе накопится несколько «слоев» запасов ДСП. Самый дальний от входа слой – ДСП заказчика, который приехал первым, самый ближний – ДСП последнего заказчика. Очевидно, что нам в этом случае будет удобнее первым выполнять заказ, который поступил последним;
Второй заказ должен быть выполнен к 24-му числу, а продолжительность его изготовления – 4 дня. Для первого заказа резерв времени составляет 8 дней ((28 – 14) – 6). Для второго
заказа резерв времени составляет 6 дней ((24 – 14) – 4). Таким образом, при каком-либо сбое в нашей производственной системе второй заказ находится в более опасном положении и будет просрочен с большей вероятностью. Следовательно, первым в производство должен быть направлен второй заказ;
Разумеется, предприятие может разработать свой метод определения приоритетности заказов. Какие параметры при этом будут приниматься в рассмотрение, должно решить руководство предприятия. Наиболее очевидные параметры: дата поступления заказа, объем заказа, прибыльность заказа, необходимость переналадки оборудования при переходе от текущего заказа к следующему, относительная важность заказчика.
Разработанный метод может опираться как на какой-то один параметр (например, дату поступления заказа или объем заказа), так и на несколько параметров одновременно. Например, предприятие может разделять клиентов на три категории: А (важные заказчики), Б (умеренно важные заказчики) и В (прочие заказчики). При нахождении в рассмотрении нескольких заказов от клиентов одной категории приоритет получает заказ, первым поступивший на предприятие. Может быть использована и любая другая система определения приоритетности заказов.
Критериями выбора системы приоритетов могут служить: выпускаемый предприятием продукт (технология его изготовления, сложность снабжения производства сырьем, хранения готовой продукции и ее транспортировки), острота конкуренции на рынке, механизмы распределения заказов и ценообразования, важность имиджа компании для успеха на рынке.
Организация движения материального и информационного потоков в производственной системе Движение материального и информационного потоков в производстве может осуществляться двумя принципиально различными способами – путем
«выталкивания» и путем «вытягивания».
Выталкивающая система управления материальным и информационным потоками на производстве требует наличия некоторого центра управления, который занимается разработкой производственных планов и текущим руководством производственными подразделениями.
При этом планируются многие показатели, основные из которых: размер запасов сырья, материалов и полуфабрикатов на каждой стадии обработки, продолжительность выполнения операции, дополнительные ресурсы, необходимые для выполнения операции. В соответствии с имеющимися планами в определенный момент времени подается команда на передачу полуфабрикатов с одной стадии обработки на следующую. Материальный поток как бы «выталкивается» по команде, поступающей из центра управления производством.
В качестве центра управления могут выступать автоматизированная система управления производством, плановый отдел, аппарат руководства предприятия, иногда – специально выделенный сотрудник. Основные функции центра управления – разработка планов, организация снабжения производства сырьем, организация обмена информацией между центром и производственными подразделениями, организация контроля за выполнением команд центра.
На рис. 3.6 показана принципиальная схема работы выталкивающей системы управления производством. Пунктирными линиями показан обмен информацией, сплошными линиями – передача незавершенного производства с одной стадии обработки на другую.
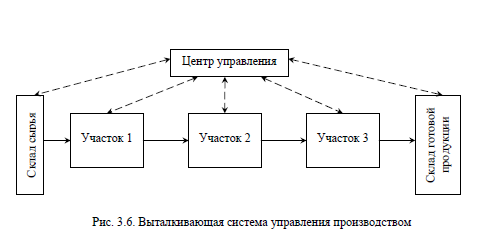
Центр управления в соответствии с планом производства отдает распоряжение складу сырья на выдачу в производство определенной партии материалов. Одновременно с этим на участок 1 поступает сообщение о скором поступлении этой партии. Участок 1 приходит в движение, он готовится к обработке деталей, затем обрабатывает их и рапортует об окончании выполнения своей операции в центр управления.
Центр управления отдает команду на передачу полуфабрикатов на участок 2. Размер партии изделий, передающийся по команде с одной стадии на другую, может быть достаточно большим (а зачастую и очень большим – например, в случае круглосуточного конвейерного производства размер партии будет стремиться к бесконечности). Участок 2, в соответствии с поступившей командой, приступает к обработке полученных полуфабрикатов. По окончании обработки он рапортует об этом в центр управления. Центр управления дает команду на передачу полуфабрикатов на участок 3. Участок 3 обрабатывает поступившие полуфабрикаты и рапортует в центр управления. Центр управления отдает команду на передачу готовой продукции на склад.
Основные преимущества применения выталкивающих систем управления предприятием:
Наряду с достоинствами выталкивающие системы обладают рядом недостатков:
В отличие от выталкивающей системы организации движения материальных потоков, вытягивающая схема не требует постоянного текущего руководства процессом производства. Она предполагает поддержание определенного уровня запасов на каждом этапе производства.
Продвижение полуфабрикатов на следующую стадию обработки происходит не в соответствии с некоторым планом, а по заявке, поступившей со следующего участка. Каждый участок не имеет конкретного плана и работает в соответствии с поступившей заявкой. Такой подход существенно сокращает производственные и складские площади и обеспечивает изготовление только необходимых деталей и только тогда, когда в них возникает потребность. На рис. 3.7 показана принципиальная схема работы вытягивающей системы управления производством.
Пунктирными линиями показан обмен информацией, сплошными линиями – передача незавершенного производства с одной стадии обработки на другую. Обратите внимание на то, что материальный и информационный потоки при применении вытягивающих систем управления движутся навстречу друг другу.

Предположим, с рынка поступил заказ на 4 единицы готовой продукции и у цеха 2 в запасе есть требуемое количество. В этом случае цех 2 немедленно удовлетворяет эту заявку, берет со своего входного склада 4 единицы полуфабрикатов и начинает их обрабатывать. Для пополнения запасов на входном складе цеха 2 в цех 1 поступает запрос на 4 комплекта полуфабрикатов.
Цех 1 передает 4 комплекта со своего выходного склада и для восполнения этой нехватки берет со своего входного склада 4 единицы сырья и начинает из него производить полуфабрикаты. Для покрытия нехватки сырья на входном складе цеха 1 на склад сырья поступает заявка на 4 единицы сырья. И когда эта нехватка в цехе 1 будет восполнена, производственная система замирает в ожидании следующего заказа. Таким образом, производственный процесс напоминает ряд костяшек домино – при падении одной из них по очереди начинают падать все остальные. Материальный поток в этом случае как бы «вытягивается» с одной стадии обработки на другую.
После первоначального внедрения вытягивающей системы управления материальными потоками начинается процесс ее непрерывного совершенствования. Основные направления совершенствования:
Вытягивающие системы управления движением материальных и информационных потоков широко распространены за рубежом. Их используют заводы по производству автомобилей, бытовой техники, продуктов питания. Пожалуй, вытягивающие системы трудно применимы разве что в добывающей промышленности и сельском хозяйстве.
Такое проникновение вытягивающих систем в деловой оборот обусловлено тем, что они имеют ряд достоинств:
Постоянные остановки, связанные с необходимостью удаления брака, аннулируют основное достоинство вытягивающих систем – непрерывность движения материальных потоков – и приводят к большим издержкам);
Наряду с достоинствами вытягивающие системы имеют ряд слабых мест:
К сожалению, некоторые из перечисленных слабых мест в условиях современной России катастрофическим образом затрудняют использование вытягивающих технологий. Поэтому в нашей стране вытягивающие системы управления материальными и информационными потоками сегодня применяются на очень немногих предприятиях, прежде всего, на заводах западных корпораций, размещенных в России – заводе «Форд» в г. Всеволожске Ленинградской области, заводе «Пепси-кола» в г. Екатеринбург и некоторых других.
Несмотря на свое название, методы производственной логистики могут быть применены не только собственно в производстве (на промышленных предприятиях), но и на предприятиях сферы услуг, торговли и т.д. У каждого из этих предприятий есть процессы, в ходе которых происходит передача «заготовок», документов или клиентов с одной стадии обслуживания на другую.
Например, для получения кредита в банке необходимо последовательно обратиться к нескольким специалистам, а затем (в случае положительного решения) – в кассу. Для того чтобы этот процесс шел слаженно, руководителям отделения банка необходимо решить ряд задач, которые были рассмотрены в этом параграфе:
Таким образом, управление основной деятельностью отделения банка имеет много общего с построением процесса промышленной обработки сырья. Подобным же образом можно рассмотреть основную деятельность отделения почтовой связи, продуктового супермаркета, центра технического обслуживания автомобилей, учебного заведения и т.д. В каждом из этих учреждений будет свой алгоритм определения очередности выполнения заказов, будут использоваться соответствующие системы вытягивающего или выталкивающего типа.






